

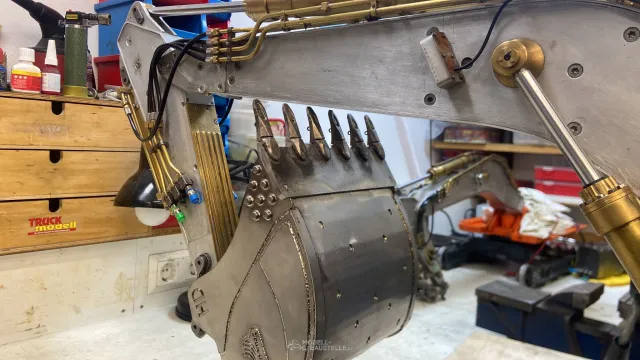
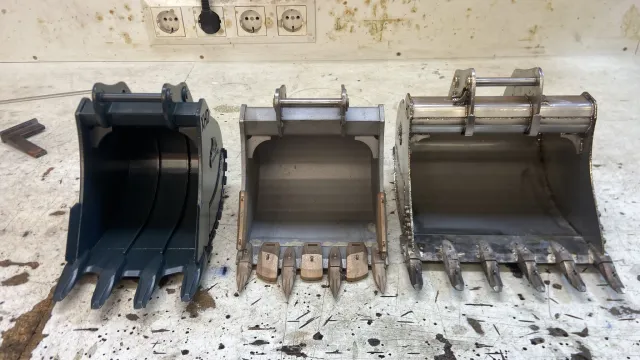
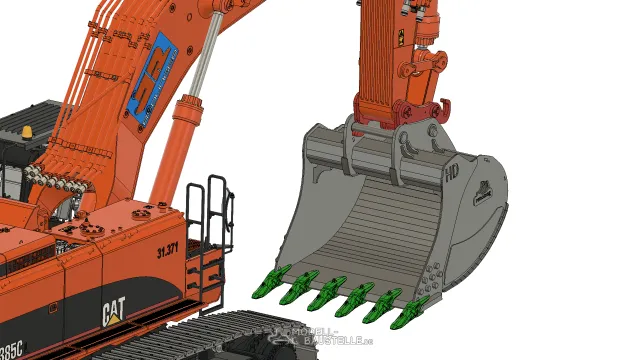
Hier der fertige Löffel am Bagger sowie einen Vergleich unserer HD, XHD und XXHD Löffel die wir für unsere Bagger haben. Jetzt ist es erst mal genug mit Anbaugeräten.
Jetzt geht es noch zum Glasperlenstrahlen und dann zum Pulverbeschichten.




Wir freuen uns sehr dass Sie diese Webpräsenz gefunden haben, leider sind Sie nicht angemeldet und können daher diese Plattform nur eingeschränkt benutzen. Möchten Sie die volle Vielfalt unserer Community erleben, so registrieren Sie sich jetzt kostenlos & unverbindlich oder melden sich mit Ihren Benutzerdaten an.
Hier der fertige Löffel am Bagger sowie einen Vergleich unserer HD, XHD und XXHD Löffel die wir für unsere Bagger haben. Jetzt ist es erst mal genug mit Anbaugeräten.
Jetzt geht es noch zum Glasperlenstrahlen und dann zum Pulverbeschichten.
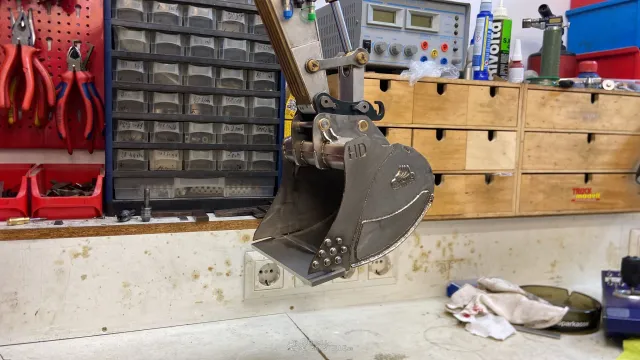
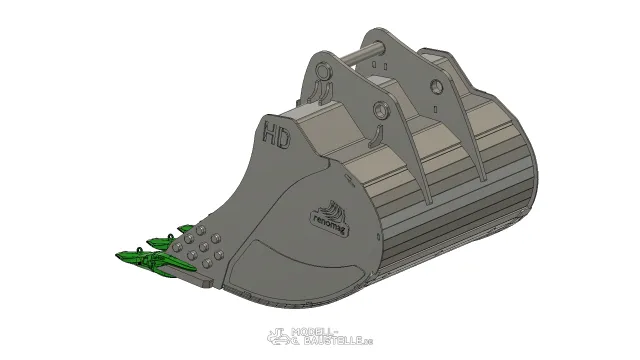
So, die letzten Schritte zu unserem HD Löffel. Die restlichen Teile wurden wieder zusammengeschweißt. Klaus hat die Schneide auf der Fräse mit dem benötigten Winkel versehen und an die Feingusszähne angepasst. Die Feingusszähne aus Neusilber wurden wieder auf die Schneide Hartgelötet.

















Und nochmal ein paar.
Heute war wieder ein Fahrtag in Augsburg und ich habe Euch ein paar Fotos davon mitgebracht.
Hier mal der erste Schwung
So, Anmeldung ist für die Veranstaltung raus und die Bestätigung ist auch schon da, Hotel ist auch gebucht, ich freu mich riesig auf die Veranstaltung ![]()
Hallo Ulrich,
erst einmal dir und dem gesamten OrgaTeam meinen ganz großen Glückwunsch zur geplanten Veranstaltung.
Da steckt viel Verantwortung und auch Mut dahinter, so etwas von Null auf zu planen und durchzuführen.
Ich freu mich jetzt schon riesig drauf und bin natürlich mit dabei ![]()
Danke dir Tobi,
es freut mich, dass dir das gefällt ![]()
Hallo Leute,
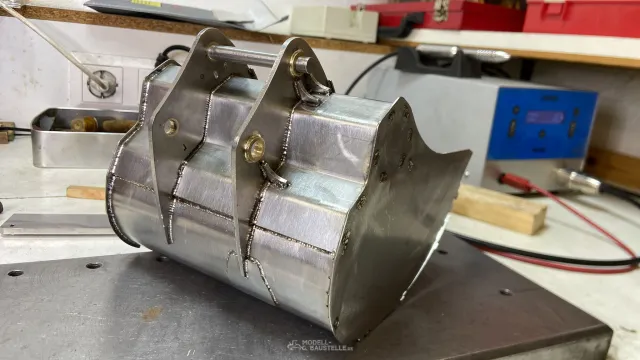
es geht mal wieder um ein Anbaugerät und zwar um unseren neuen HD Löffel. Da wir für unsere Bagger ja schon einen XXHD und einen XHD Löffel haben und in der Reihenfolge noch ein Standesgemäßer HD Löffel fehlt, habe ich mich einmal daran gesetzt und einen gezeichnet. Ausgesucht haben wir uns einen 5,5 Kubikmeter Löffel mit einer Schneidenbreite von 2,20m.
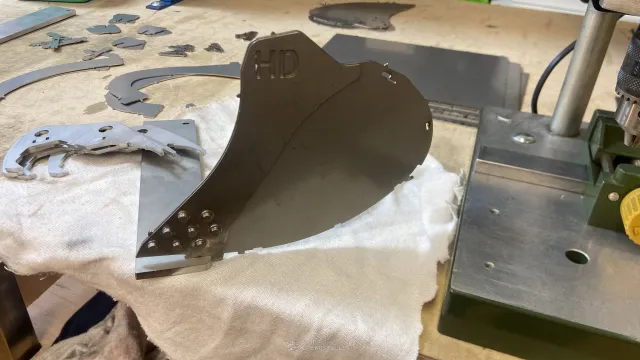
Die Teile wurden wieder aus Edelstahl in verschiedenen Materialstärken ausgelagert und dann von Klaus mit seinen Lampert verschweißt.
Da dieser Löffel eine spezielle leichte Panzerung im Original hatte, wurde diese durch Klaus an der Drehbank hergestellt und dann in die Aufdoppelungen der Seitenteile hart eingelötet. Auch die Buchsen in den Seitenteilen der Stielaufnahme wurden hart eingelötet, da Sie aus Messing gedreht wurden.
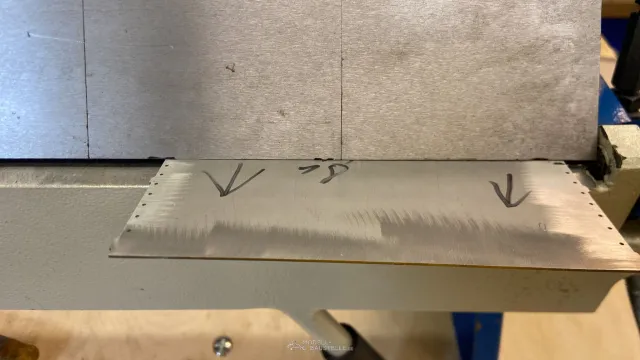
Den Schaufelrücken und die Rückenaufdoppelung hat Klaus auf seiner Kantbank in Form gebracht, dazu hatte er einen digitalen Winkelmesser und eine Biegeschablone um zu kontrollieren, dass es dann an die Seitenteile passt.
Hier mal ein paar Bilder zum derzeitigen Baustand











Hallo Leute,
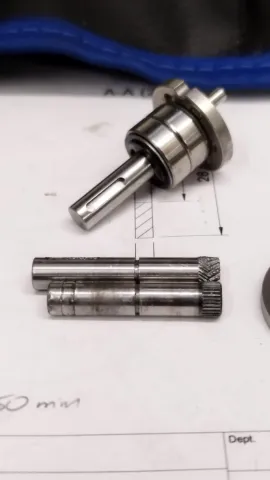
Hier mal ein Update zu meinem Defekt am Schwenkantrieb. Wie schon vermutet, hat die Befestigung des Kegelrades auf dem Planetengetriebe mit Madenschrauben „versagt“.
Auf den Bildern sehr ihr noch die beiden Riefen die die Madenschrauben auf der alten Wellen hinterlassen haben.
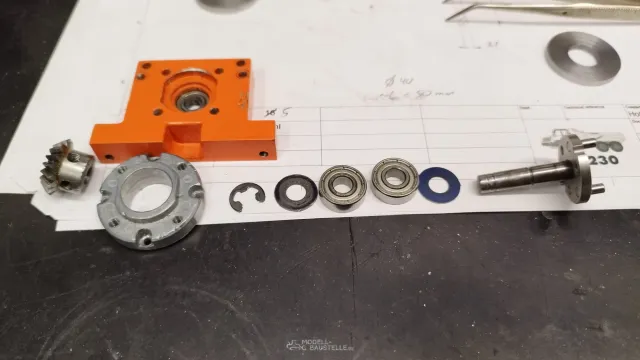
Dann ging es erstmal ans beheben des Schadens. Wir haben für das Planetengetriebe eine neue Ausgangswelle gedreht, da die alte durch den Schaden unbrauchbar geworden ist. In die neue Welle haben wir dann eine Nut für ein 2x2mm Passfeder gefräst. In das Kegelrad wurde dann auch gleich die passende Nut gezogen. Weiterhin haben wir wieder die Nut für die Sicherungsscheibe reingestochen. Die neue Welle haben wir gleich um ca. 3mm länger gemacht, damit diese die ganze Länge der Bohrung des Kegelzahnrades hat. So haben wir dann eine längere Passfeder einsetzen können was für eine bessere formschlüssige Verbindung sorgt. Die Alte Welle haben wir dann aus dem Planetenträger gepresst und die Neue Welle entsprechend eingepresst. Jetzt muss das ganze nur noch wieder im Bagger montiert werden, dann läuft der Schwenkantrieb wieder.
Hier mal die Bilder zu dem Umbau für Euch











Hallo Feli,
es freut mich, dass du mit deinem Modell zufrieden bist. Es ist immer sehr schön, wenn man sein Modell das erste Mal richtig in Betrieb nimmt und alles so läuft wie man es sich vorgestellt hat.
Die Erde auf dem Parcours wird schon gewässert nur dringt die Feuchtigkeit halt nicht so weit nach unten.
Am lackieren arbeite ich schon. Bestelle mir gerade das ganze Material zusammen was ich brauche. Wird aber noch einwenig Zeit dauern bis er lackiert wird..
Danke noch einmal für Euer Lob ![]()
Hallo Luis,
Erst mal vielen Dank für dein Lob ![]()
Naja, an meinen Fahrkünsten muss ich schon noch etwas arbeiten, aber so langsam wird es schon etwas besser. Ich gebe dir auch völlig recht, dass mit unseren Löffeln es schon etwas schwieriger ist einen LKW zu beladen, aber auch das ist mit mehr Übung bestimmt eleganter zu meistern ![]()
Mit den Leistungen unseres 385er bin ich echt zufrieden, da hat es sich wirklich ausgezahlt, dass wir bei der Hydraulik Wert drauf gelegt haben, es so gut zu machen wie es unsere Fertigkeiten zugelassen haben. Natürlich zeigt sich das ein oder andere erst im Betrieb, wie zum Beispiel das kleine Problem mit dem Schwenkantrieb, aber das lässt sich ja alles noch recht einfach beheben.
Hallo Leute,
wollte Euch mal einen kleinen Zwischenstand beim Bagger geben. Er läuft echt gut und ich bin bis jetzt echt zufrieden mit dem was Klaus und ich auf die Beine gestellt haben. Das einzige was jetzt passiert ist beim letzten Test ist, das sich mit sehr hoher Wahrscheinlichkeit, dass sich das Kegelzahnrad auf der Motorwelle gelöst hat. Das Kegelzahnrad ist halb „nur“ mit einer Madenschraube befestigt und das ist wie sich jetzt gezeigt hat halb nicht ausreichend. Nach der ersten „Schadensanalyse“ und Nachdenken, werden wir auf der Welle des welche vom Motor/Planetengetriebe kommt nun auch eine Passfeder einarbeiten, das dort auch eine Formschlüssige Verbindung entsteht welche sich nicht mehr löst, aber dazu mehr wenn der Umbau abgeschlossen ist.
Am letzten Sonntag habe ich mal zwei Videos erstellt umEuch mal Bewegtbilder vom 385er zu zeigen. Habt Nachsicht mit dem Bediener des Modells, mir läuft es noch nicht richtig von der Hand und das ein oder andere könnte schon flüssiger laufen ![]()


Servus Flo,
Viel Spaß hier bei uns im Forum ![]()
Hallo,
die Brecherplatten von meinem Backenbrecher wurden gefräßt und gehärtet.
Solche Platten gibt es meines Wissens nach leider nirgends käuflich zu erwerben.
Servus Feli,
die Bewegungen deines Modells sind schon echt gut was man so sieht. Freu mich schon auf ein Einsatzvideo um mehr zu sehen ![]()
Ich hätte jetzt von dir nicht solch eine Reaktion erwartet, aber so ist es halb mal.
Das ganze hat jetzt hier nichts mit Profis zu tun, ich bin bestimmt bei weiten kein Profi in Sachen Zylinderbau, die Zylinder von meinem CAT waren auch meine ersten Zylinder.
Nachdem ich mir die Dokumente in Ruhe angesehen habe, habe ich mir die Informationen herausgesucht, welche ich für meine Zylinder gebraucht habe, da ist jetzt nix wildes dabei und ein Maschinenbaustudium habe ich nicht, genausowenig wie iregendeine eine Lehre in diesen Bereichen.
Wenn ich nicht helfen wollte, hätte ich dir keinen Screenshot meiner Zylinder, wichtige Dokumente und dir meine Bezugsquellen genannt. Was erwartest du denn noch, mehr kann ich doch nicht schreiben oder verlinken.
Ich gebe dir sicherlich recht, dass es auch in unseren Forum sehr viele gibt, die Ihr wissen lieber für sich behalten. Das ist halb so und lässt sich nicht ändern. Viele haben ihr Wissen, so wie Klaus und ich auch, mit viel Lehrgeld bezahlt, vielleicht ist das ein Grund, vielleicht wollen Sie aber auch einfach nicht helfen. Ich jedenfalls gebe aber trotzdem meine Informationen gerne weiter. Über das Thema habe ich auch schon mit einigen Leuten schon geredet, weswegen Sie nix mehr schreiben und nach solchen Antworten verstehe ich Sie auch teilweise.
Wie soll ich denn zu Büchern etwas sagen, die ich nicht kenne? So wird es sicherlich einigen hier gehen und es ist auch nicht jeder permanent Online im Forum. DAs jetzt hier einfach mal rauszuhauen ist schon OK, oder?
Wie auch immer, wenn du gezielte Fragen hast, kannst du dich gerne wieder melden, ich werde dieser auch beantworten soweit ich das kann.
Nichts für ungut Michael, aber hättest du dir das oben verlinkte Dokument zu den Quadringen mal angesehen, dann hättest du dir alle deine Fragen selber beantworten können.
Am Freitag, den 08.09.2023, werden zwischen 00:00 und 07:00 Uhr Arbeiten am Netzwerk durchgeführt, wodurch es zu Ausfällen unseres Forums kommen kann.
Servus Michael,
Wie schon Karlheinz geschrieben hat, dass Messingmaterial ist "Stangenware", wir beziehen es immer bei https://www.wilmsmetall.de
Die hart verchromten Kolbenstangen und Nippel bekommst du im Internet oder bei unseren Foren-Partnern Premacon, BaggerMartin, Modelltechnik Schönemann oder Fumotec.
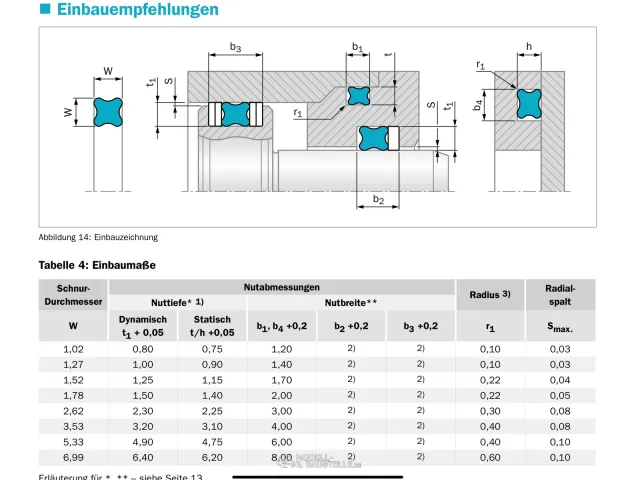
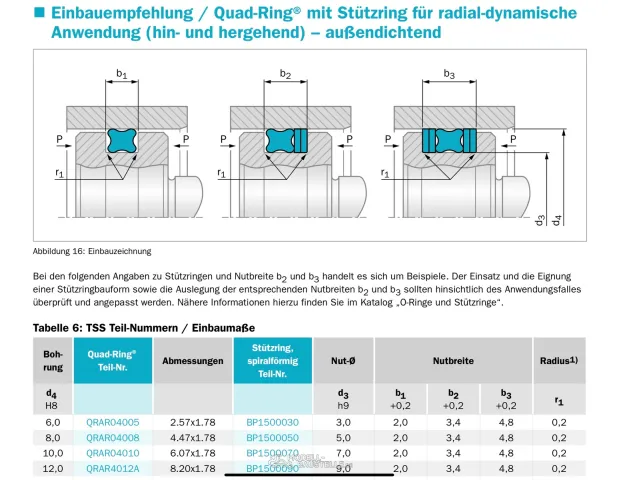
Die Quadringe (O-Ringe verwenden wir nicht, weswegen auch wenn ich zwei Dichtlinien beim Quadring bekomme), Stützringe und Abstreifer kaufen wir bei https://www.seals-shop.com/eu/ , da brauchste aber ein Gewerbe um dort bestellen zu können.
Alle wichtigen Maße für den Einbau der Dichtungen findest du in den oben verlinkten Dokumente, weitere Unterlagen speziell für die einzelnen Dichtungen findest du auch bei Trelleborg.
Wenn du spezielle Dichtungen von anderen Herstellern verwendest, musst du bei diesen nach deren Einbaumaßen schauen. Quadringe und O-Ringe sind aber immer die selben Einbaumaße.
Bemaßte Zeichnungen kannst du dir mit den Dokumenten und mit den zwei Screenshots leicht selber erstellen. Da gehört jetzt auch keine große Anstrengung mehr dazu.
Wenn du weitere Fragen hast, dann immer her damit, werden Sicher beantwortet.