

Habe das Blatt vergessen vom Original

Liebherr R 980 SME
-
-
Total Krankes Teil
 Da bleib ich weiter dran, Weiter so
Da bleib ich weiter dran, Weiter so 
-
Heute habe ich mal den 2ten Stielzylinder gemacht.
Diese beiden drücken bei 50 bar zusammen 500 kg und bei 70 Bar dann 700 kg mal sehen was damit dann geht

Wenn ich unter der Woche dazu komme werde ich mich um die Verrohrung und der Schlauchbruchsicherung(fake) kümmern.
-
Da bekomm ich direkt Lust an meinem 1:8er wieder weiterzubauen:-) Sobald der Atlas durch ist wird es dort sicher weitergehen:-)
Sehr schöne Umsetzung an den Zylindern. So eine Dokumentation ist wirklich Gold wert.
-
Danke Daniel, ich geb dir dann die Adresse wo du das Gold hin schicken kannst
-
Unter der Woche habe ich wieder ein Frästeil bekommen, die Zylinderaufnahme für den Löffelzylinder. 2 12er Bolzen sollen den Schub des Löffelzylinder in den Stiel leiten.
Das Teil selbst auch noch eingeschweßt nun sollte es halten.
Hier noch die Drehsicherung für den Bolzen.
Und hier noch mal mit dem Löffel
-
Heute habe ich mal die Verrohrung der Stielzylinder begonnen.
Hier mal das Ergebnis des ersten.
2 zierteile fehlen noch die muss ich erst noch ausfräßen aber der Fräser ging hobs bei den ausfräsen der letzten SAE´s
Und bei der 4 schraube im Kopf ist mir der Bohrer abgerissen und will nicht mehr raus und rein da muss noch ein wenig bescheissen
-
Heute hatte ich nach 3 Woche mal wieder Zeit ein paar Sachen zu machen.
Als erstes habe ich mir einen Halter gebaut um in die SAE Verschraubungen die Nut für den O-Ring einzustechen, dann habe ich mir mal ein Schlauchstück gemacht um die Zylinder an der Pumpe an zu schliesen.
Mit O Ring
Hartverlötet mit dem Rohr und Sandgestahlt
Dann verpresst mit dem Schlauch
Angeschlossen an der Pumpe,das erste mal immer nur eine Seite da ich auch die Innere Leckage Prüfen will.´
Alles Dicht bis bisl über 70 Bar mehr gibt das Manometer nicht her.
Das Schwächste Glied in der Kette wird wohl der X Ring im Zylinderkopf sein da weis ich Spontan nicht wieviel Bar der mit macht aber der Schlauch kann 250 Bar, die Leitungen 416 Bar Theoretisch.....
Hier die Zylinderaufnahme in den Mono eingeschweißt.
Mit Bolzen und Drehsicherung.
Hier noch die 2 Anschlagnasen für die Drehsicherung Mono/Stiel.
Hier die Zylinder in den Mono eingebaut.
-
Heute sind die 2 Drehkranzteile gekommen die ich mir von Gerd drehen habe lassen, hätte sie zwar auf meine Drehe drauf gebracht aber aus einer 250 mm Stahlscheibe ein 110mm Loch zu drehen ist auch nicht gerade ohne CNC die schönste Arbeit.
Ich habe dann die Ganzen Bohrungen noch mit der CNC angebohrt und an der Ständerbohrmaschine gebohrt und Gewinde geschnitten.
Für die Spannscheibe hatte ich noch material zuhause diese habe ich auch der CNC machen lassen.
Hier ein Foto vom Unterteil
Das Oberteil
Die Spannscheibe
Die Nadellager und Anlaufscheibe.
Auf das Unterteil das erste Nadellager drauf
Dann das Oberteil.
Dann die 5 mm Stahlkugel für die Radiale zentrierung.
Wieder ein Nadellager drauf
Und dann mit der Spannscheibe so angezogen das es leicht dreht aber kein spiel hat... hier kann man wenn nötig wieder nachspannen....
Ansicht von Unten.
Und auf dem Unterwagen.
der Innenzahnkranz ist noch im zulauf, sobald der hier ist wird der auch noch Gebohrt und montiert.
-
Alles anzeigen
Heute sind die 2 Drehkranzteile gekommen die ich mir von Gerd drehen habe lassen, hätte sie zwar auf meine Drehe drauf gebracht aber aus einer 250 mm Stahlscheibe ein 110mm Loch zu drehen ist auch nicht gerade ohne CNC die schönste Arbeit.
Ich habe dann die Ganzen Bohrungen noch mit der CNC angebohrt und an der Ständerbohrmaschine gebohrt und Gewinde geschnitten.
Für die Spannscheibe hatte ich noch material zuhause diese habe ich auch der CNC machen lassen.
Hier ein Foto vom Unterteil
Das Oberteil
Die Spannscheibe
Die Nadellager und Anlaufscheibe.
Auf das Unterteil das erste Nadellager drauf
Dann das Oberteil.
Dann die 5 mm Stahlkugel für die Radiale zentrierung.
Wieder ein Nadellager drauf
Und dann mit der Spannscheibe so angezogen das es leicht dreht aber kein spiel hat... hier kann man wenn nötig wieder nachspannen....
Ansicht von Unten.
Und auf dem Unterwagen.
der Innenzahnkranz ist noch im zulauf, sobald der hier ist wird der auch noch Gebohrt und montiert.
Das ist schon echt krank:-) Ich sehe du hast den Drehkanz in radialer Richtung mit Kugeln gelagert. Ich habe das in meinem 1:8er ebenfalls so gemacht. Nun zu meiner Frage: Wieviel Luft hast du gelassen bei den Axiallagern damit die Kugeln ihren Zweck erfüllen? Wieviel Toleranz hast du bei der Nut für die Kugeln gelassen.
PS: Du solltest echt mal "Durchfegen"

-
Warum ist das nun echt krank ?
Gezeichnet habe ich die Nut für die Kugeln genau ohne Toleranz Angabe, was Gerd nun für eine Toleranz eingehalten hat habe ich nicht gemessen, Lach hab warscheins nicht mal das Messwerkzeug dazu aber minimalst spiel hat er in der Richtung aber dafür in die Wichtige Richtung Null,Null
Ich hab die Spannscheibe aus einer 15 mm Scheibe auf 8 mm runter gedreht da kanns schon mal vorkommen das Späne rum liegen
Am Samstag räum ich wieder auf aber wenn ich immer nur 1 Stunde nach Feierabend zeit habe geh ich ohne aufräumen. -
Gestern kam der Innenzahnkranz, Planeten und Sonnenrad für das Getriebe im Drehkranz.
Dann habe ich den Innenzahnkranz auf der CNC gebohrt und die Schrauben vertieft und in den Drehkranz geschraubt.
Nebenbei hat die CNC die Planetenträger gefräst.
In die Langlöcher kommen je 3 Pins mit Federn als Drehdurchführung wie ich es immer mache.
Zusammen gebaut.
Und dann im Drehkranz.
-
Momentan bin ich an den Hubzylindern dran.
Erst mal Die Rohre zurecht gedreht Kopf und Arsch aufgeschweißt und überdreht.
Die Deckel CNC angebohrt und mit der Ständerbohrmaschine aufgebohrt.
Dann habe ich mir mal die Lagerglocke 3D Gedruckt um zu sehen wie es aussieht mit dem Zylinder
Hier mit den Anschlüßen unten und oben.
-
Zur zeit geht nicht so viel aber a bisl gings doch weiter mit den Hubzylinder ....
Habe die Kolbenstangen abgelängt und wieder MF 10x0,75 Gewinde angeschnitten und die Kolben aufgeschraubt und die Nuten für Führungsring und Kolbendichtung eingestochen ...
Hier kommt wieder eine 16er Hartverchromte Stange zum Einsatz mit einem 28er Rohr
Diese Drücken zusammen bei 50 Bar 614 kg oder bei 70 Bar 860kg ...
-
Meine neuen Messchieber sind auch da, musste mir einen 300er kaufen weil die Hydraulikzylinder musste ich mit dem Meterstab messen weil ich nur nen 200er hatte
Heute habe ich die Grundplatte auf die CNC gespannt und Angebohrt so das ich den Unterwagen Drehkranz und Grundplatte zusammen schrauben konnte.
Dann habe ich natürlich gleich den Mono, Stiel und Löffel mit angebaut.
Leider komme ich mit dem Handy nicht so weit weg das auf dem Foto ersichtlich ist wie groß das ganze ist
 den in Live ist es größer wie auf dem Foto
den in Live ist es größer wie auf dem Foto -
Hallo Christian,
ich habe einen Mega Respekt, auf das was Du da gerade baust. Vor allem in diesem Maßstab.
Grüße von 1:8er Front.
Gruß Gerd
-
Danke Gerd.
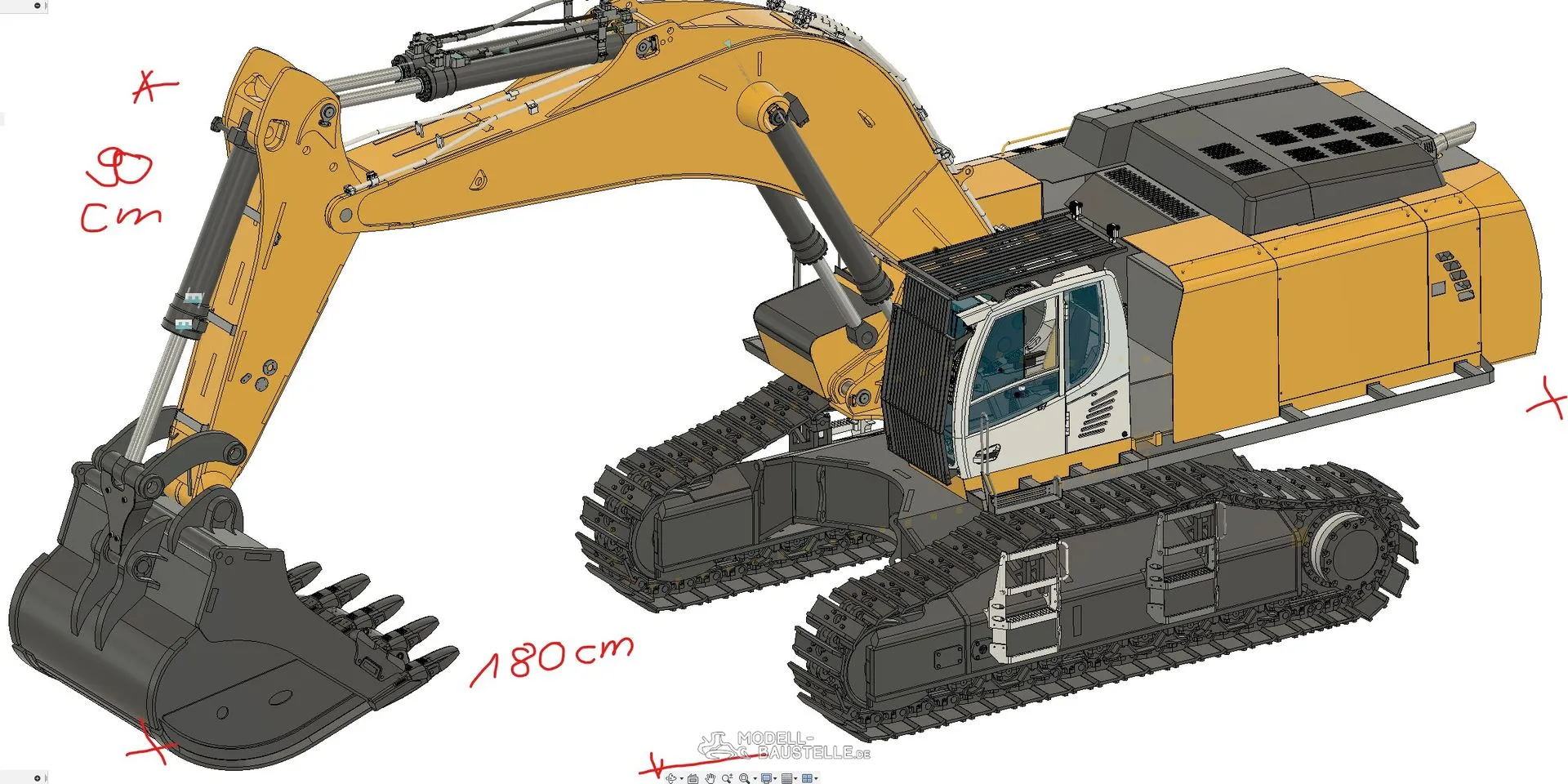
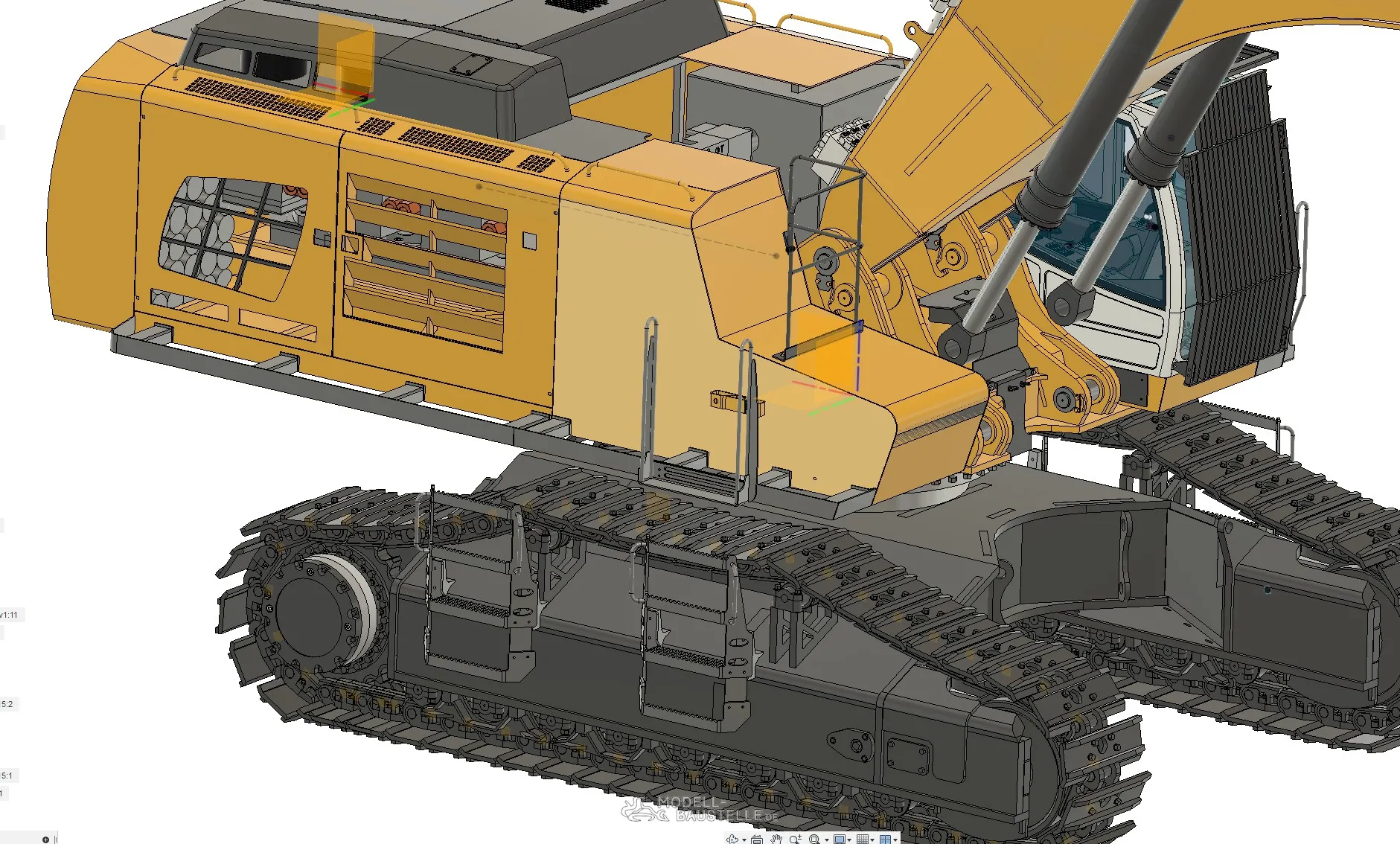
Hier noch ein Bisl CAD




-
Heute habe ich mal den Stiel soweit fertig gemacht.
Erst ein Paar Halter für Sperrhebel usw angepukt, Hebel kommen bei mir nicht dran da ich ja keine zusatz Hydraulik einbaue.
Dann habe ich die Schutzbleche für die Zentralschmierleitungen (fake) angepukt und Leitungen verlegt, da werde ich mir noch halter fräsen, und Schutzbleche.
Dann den Zylinder wieder eingebaut und mir noch 2 Buchsen gedreht für den Monobolzen.
Dann habe die Drehsicherung an den Bolzen geschweisst und auf der anderen Seite den Deckel mit den 3 Schrauben drauf gemacht und den Stiel eingebaut.
Hier noch mal mit Löffel
Nochmal mit Stiel und Hubzylinder.
-
Hi Christian,
Deine CAD Konstruktion sieht Mega aus. Mit welchem Programm programmierst Du?
Gruß Gerd
-

Hi Christian,
Deine CAD Konstruktion sieht Mega aus. Mit welchem Programm programmierst Du?
Gruß Gerd
Ich habe das ganze nun mal mit Fusion 360 probiert habe aber mit dem Programm auch nicht besonders viel erfahrung.
-