

Das äusseren Kugellager ist auch Zuviel, seht es mir nach ![]()
Beiträge von Holger
-
-
Danke Thomas, ist immer ein Ansporn von dir ein Lob zu bekommen

Das mit der Bestellnummer wird aber noch etwas dauern, jetzt warten wir gerade auf die CNC Teile, dass es am Kettenfahrwerk und am Brecher weitergeht

-
Hallo Leute,
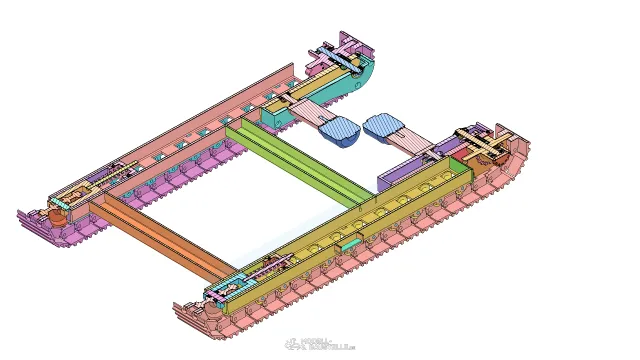
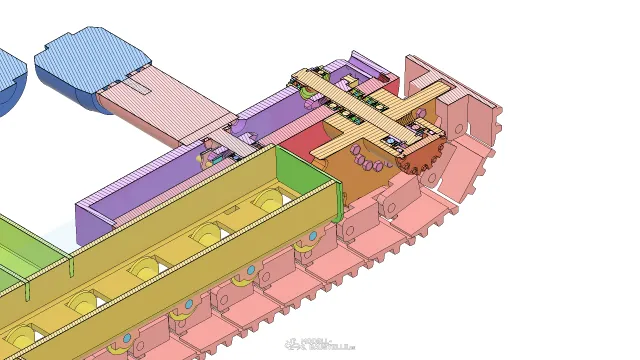
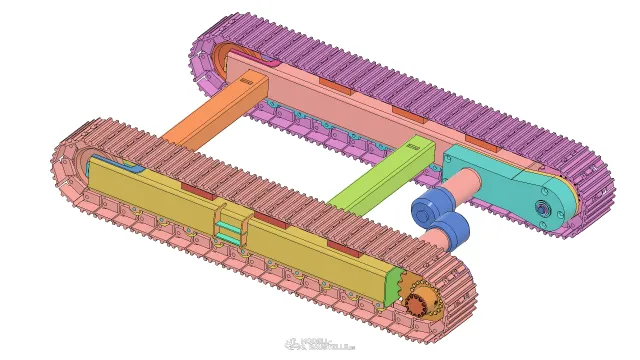
jetzt geht es erst mal mit dem Kettenfahrwerk weiter. Die meisten der Dreh- und Frästeile hat Klaus selbst hergestellt, nur die Laufrollen, Leitrad und der Turas haben wir bei einem Freund auf seiner CNC Maschine machen lassen.
Angetrieben wird das Kettenlaufwerk von zwei Roxxy C28-30-1280kV Brushless Motoren mit einem dazu passenden Planetengetriebe. Als Fahrtenregler haben wir uns wie beim CAT 385C auch wieder für einen Regler von Hobbywing den Erzrun 18A entschieden. Mit dem Roxxy Brushless und dem Planetengetriebe soll die errechnete maximale Fahrtgeschwindigkeit des Kettenfahrwerks ca. 2,5m/min betragen.
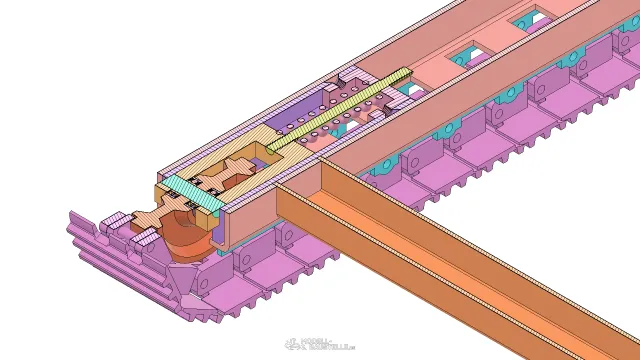
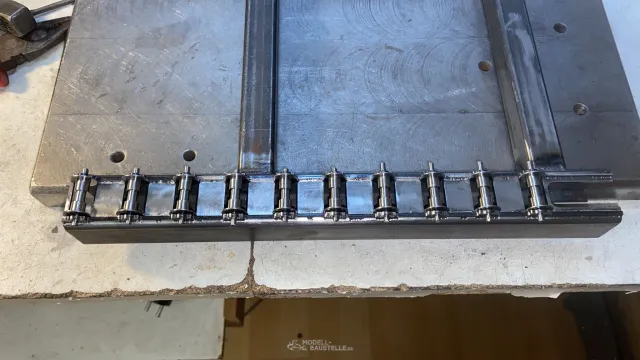
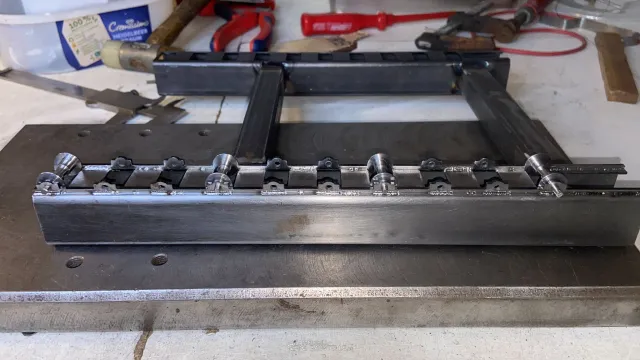
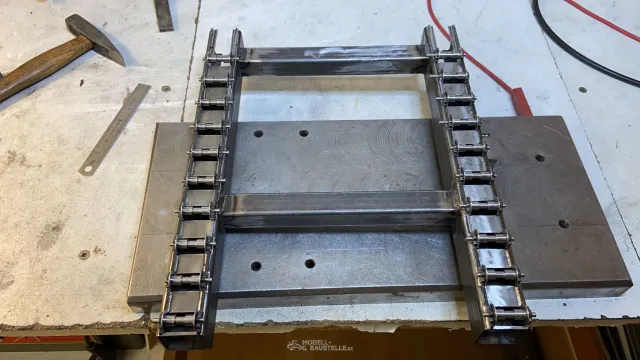
Zurzeit sind wir am der Leitradseite dran. Die gefrästen Teile wurde an die Laufwerksschiffe angepasst und eingebaut. Die Halterungen des Leitrads werden in die Laufwerksschiffe eingeschweißt und durch Schrauben gesichert. Die Kette hat Klaus mal aufgezogen, damit man mal ein wenig davon sieht wie es zum Schluß aussehen wird.
Aber sehr selbst











-
Naja, Klaus schweißt schon sehr gerne und es sieht halb um einiges besser aus wenn es durchgeschweißt ist 😂
-
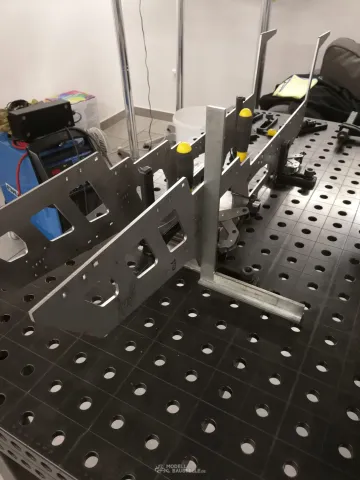
Hallo Leute,
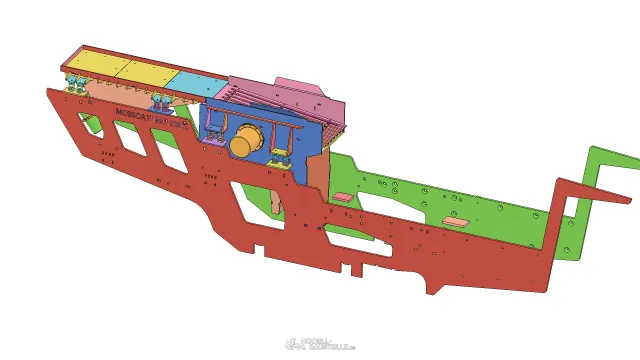
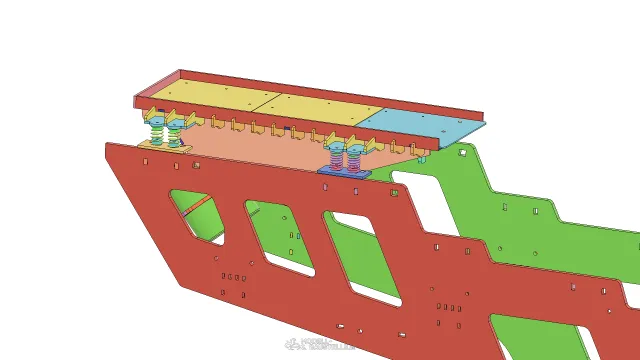
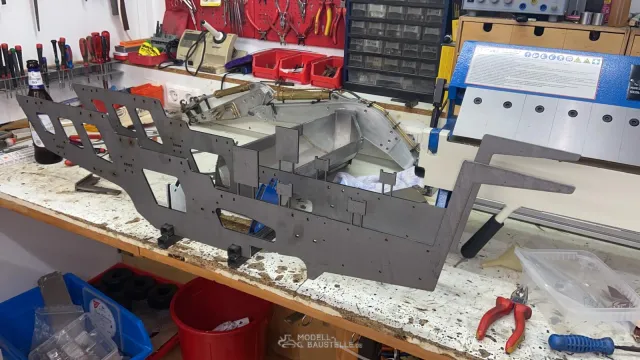
es geht am Rahmen weiter. Klaus hat begonnen die Aufdoppelung am Rahmen aufzuschweißen.
Auch die ersten Halterungen für die Trichtererweiterung sind am Rahmen befestigt worden.







-
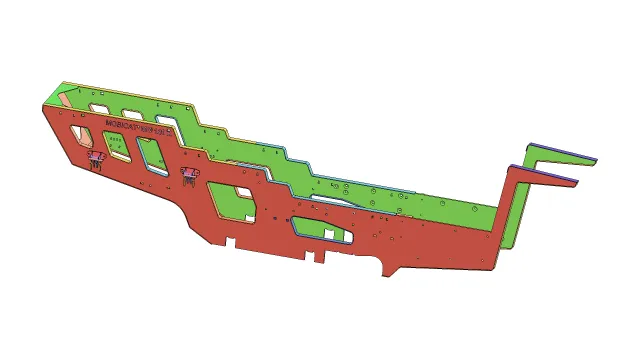
Ich weiss jetzt nicht, wie du dir das vorgestellt hast mit dem gekauften 3D Modell, aber dass einzige für was man das Modell meiner Meinung nach hernehmen kann ist für Maße abzunehmen und als Anschauungsmodell.
Du willst ja das Modell aus Stahl herstellen und da musst du in Fusion 360 schon so neu konstruieren wie du das Modell auch bauen willst, also z.B. die Materialstärke die Verbindungstechnik usw.
-
Die Zähne sehen ja mal wieder Mega aus, freu mich schon drauf die Gussteile zu sehen.
Auch deine Zylinder sind mal wieder der Hammer, sauber gemacht.
-
Hallo,
danke für das Lob
Ja, der Schweißtisch steht im Partyraum, aber geschliffen wurde in der Werkstatt.
-
Sehr schön, da steckst du echt viel Arbeit rein
Gefällt mir sehr gut

-
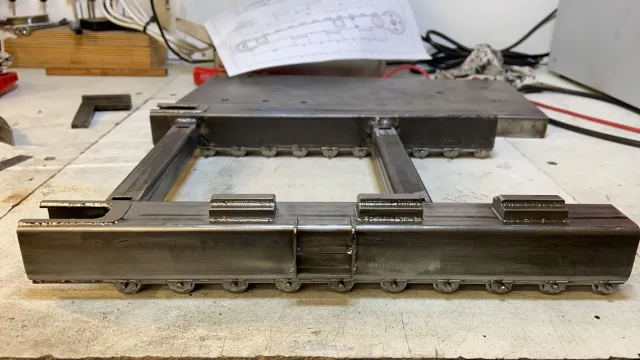
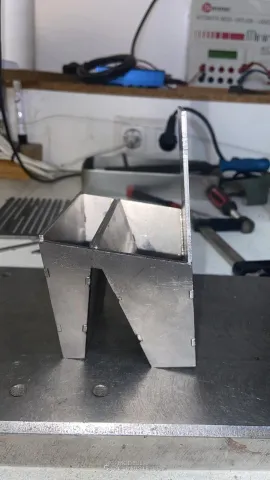
Hallo Leute,
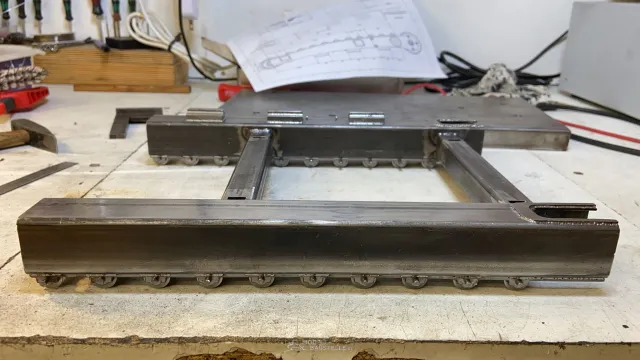
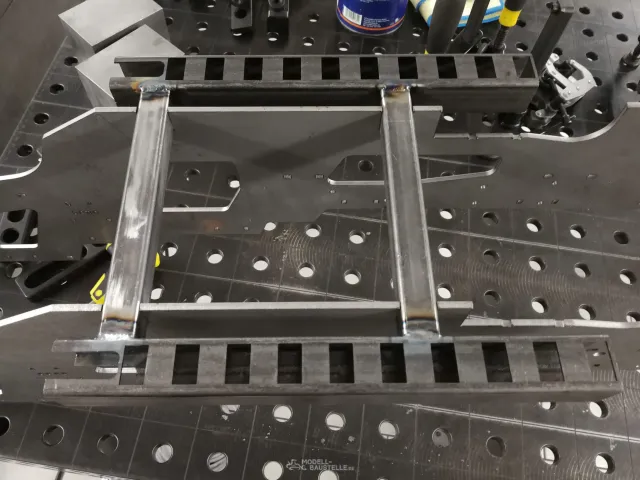
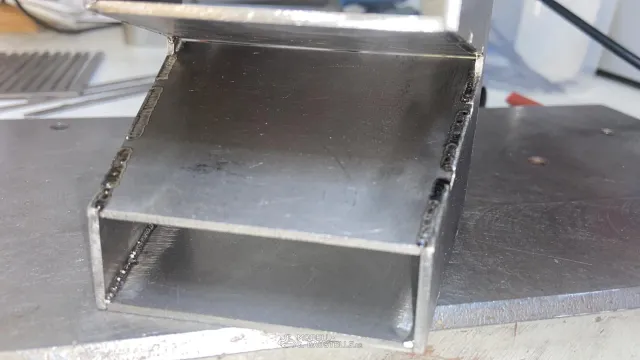
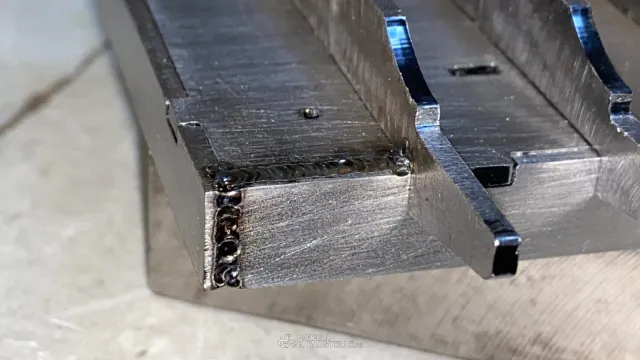
zuerst einmal ein paar Daten und Maße zum gesamten Kettenfahrwerk. Die Laufwerksschiffe sind aus 30x30x2 und die mittleren Verstrebungen aus 20x20x2 Vierkantrohr entstanden. Die Gesamtlänge des Kettenlaufwerks mit den Ketten beträgt 385mm und die Gesamtbreite 240mm. Die Rohre wurden mit einem WIG Schweißgerät verschweißt, da der Brecher ja nicht gerade leicht wird.




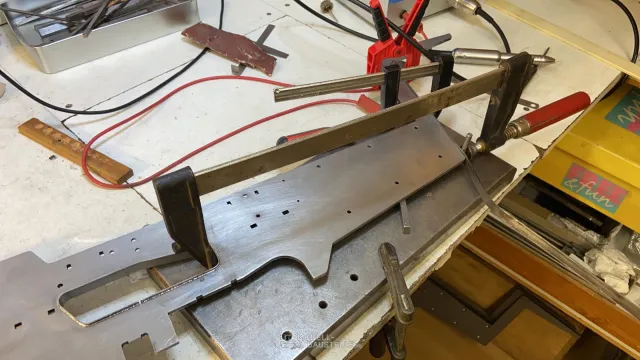
Hier haben wir die Schweißstellen mit einen Proxxon sauber gemacht

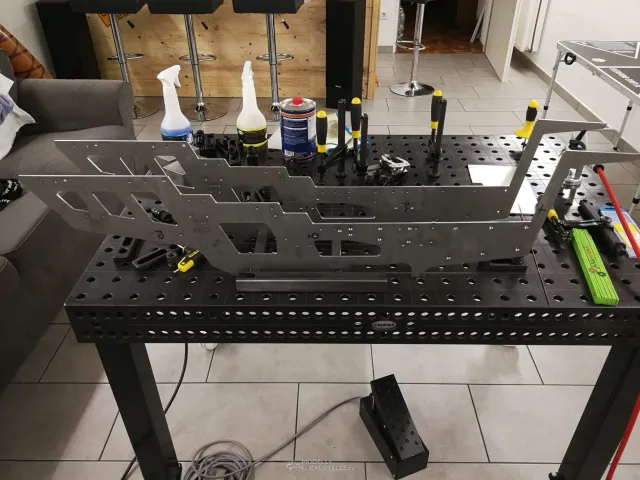
Ausrichten und vermessen der RAhmenteile auf dem Schweißtisch eines Freundes
Die Rahmenteile sind nur gesteckt und werden zu einem späteren Zeitpunkt am Rahmen verschweißt
-
Hallo Thomas,
da kann ich das Lob nur zurück geben, deine Doppstadt sieht auch Mega aus und ich bin gespannt wie es weiter geht
-
Hallo,
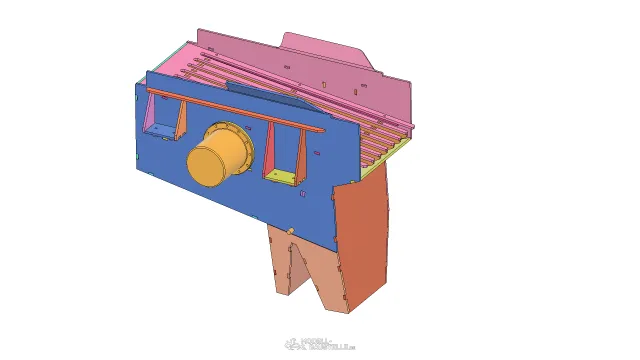
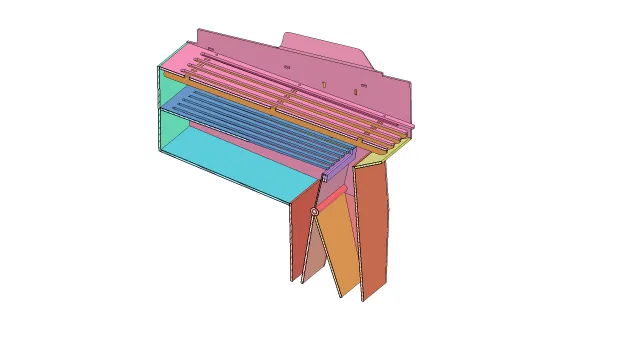
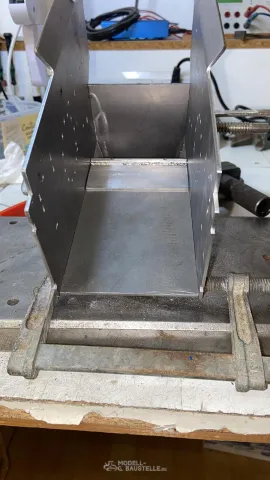
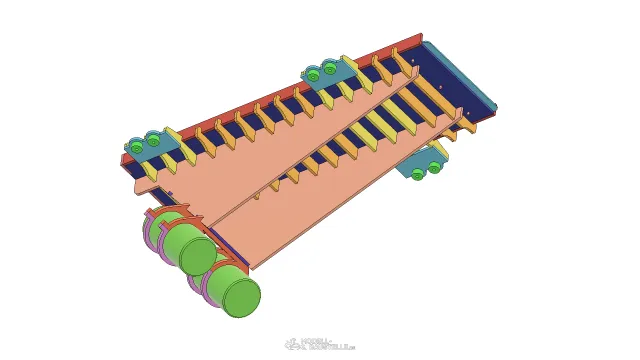
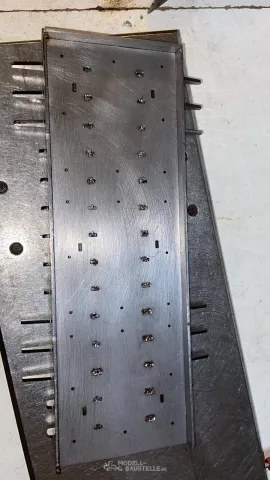
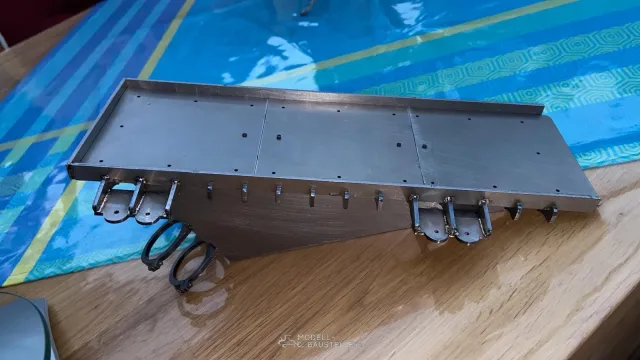
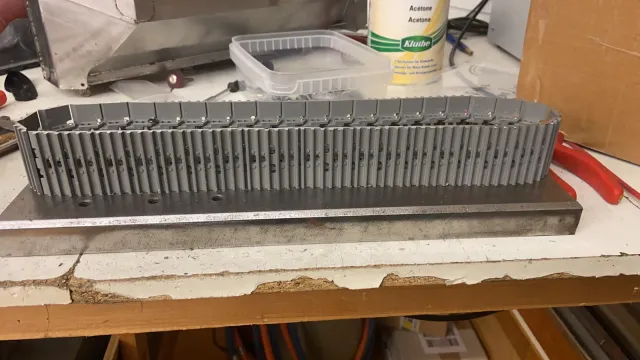
nach der Aufgabeeinheit kommt nun das Doppeldecker-Vorsieb.
Dies wurde wieder aus 2mm Stahl gelasert und mit dem Punktschweißgerät von Lampert zusammengeschweißt.
Damit Ihr Euch einen besseren Überblick machen könnt hier ein paar Maße zum Vorsieb. Das Vorsieb hat eine Länge von 255mm, eine Breite von 90mm, eine Höhe von 210 mm und ein Gewicht von ca. 2kg. Im Original hat das Vorsieb eine Siebfläche von 3,5 Quadratmetern.
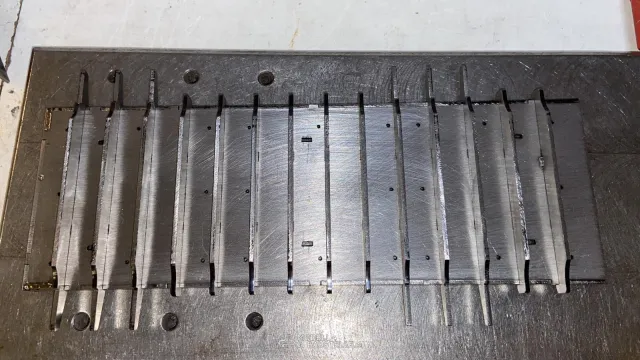
Die zwei Siebe haben wir jeweils mit einem konisch zulaufenden Kamm verwirklicht. Dies sollte verhindern, dass sich das Brechmaterial im Sieb verkeilt und nicht weiter rutscht (soweit die Theorie). Im oberen Grobsieb ist der Abstand des Kamms von 5 auf 8mm und im unteren Feinsieb von 3 auf 5mm. Die Siebe sind zum herausschrauben, sollte sich herausstellen, dass Sie zu grob oder fein sind.
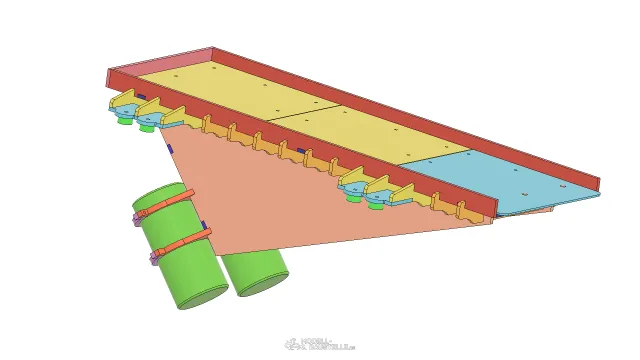
Das Material welches vom Grobsieb nicht abgesiebt wird geht durch den Brecher. Was durch das Grobsieb durchfällt, aber nicht durch das Feinsieb wird um den Brecher herumgeleitet und auf das große Förderband zusammen mit dem Brechgut abtransportiert. Alles was durch das Feinsieb fällt kommt auf ein seitliches Förderband. Es ist eine Bypassklappe noch eingebaut, welche auch das Feinmaleriel über das große Förderband abtransportiert.
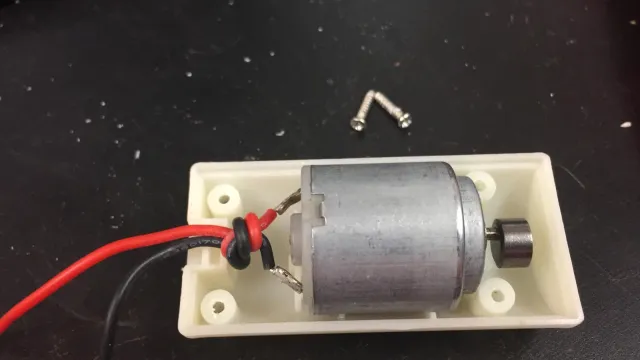
Als Vibrationsmotoren kommen hier, wie auch am Original, wieder zwei Stück zum Einsatz. Die 520er Vibrationsmotoren haben wir wieder bei Aliexpress bestellt. Es sind 12V Motoren mit 6000 Upm und einem Excentergewicht von 5.5 Gramm.
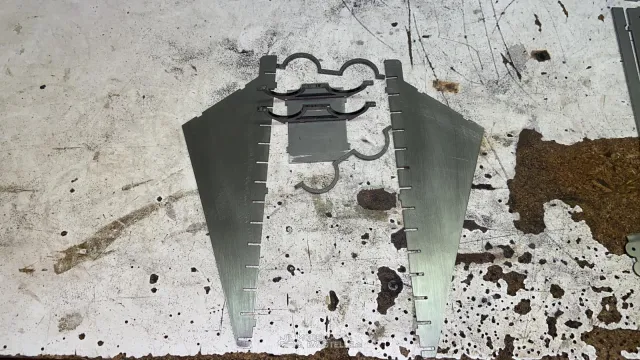
Alle Einzelteile, welche für den Bau ses Vorsiebs benötigt werden

Die Bauteile der Bypassklappe

Die zwei Ausgänge der Vorsiebe

Geschlossene Bypassklappe
Offene Bypassklappe

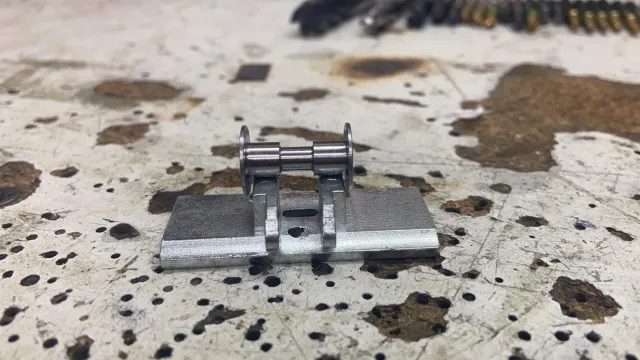
Damit die Bypassklappe auch entfernt werden kann, sitzt diese auf einer 4mm Welle.
Die Bypassklappe wurde auf ein 8mm Rohr geschweißt und mit zwei M4 Madenschrauben auf der 4mm Welle geklemmt.

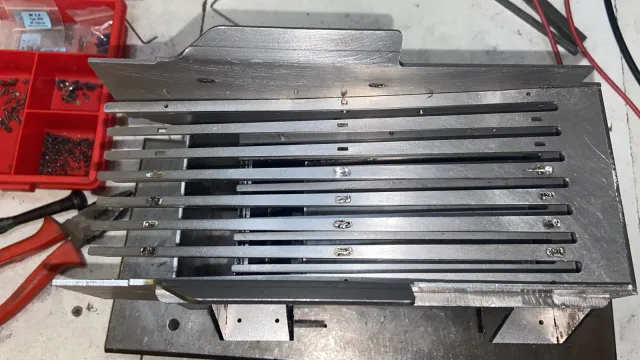
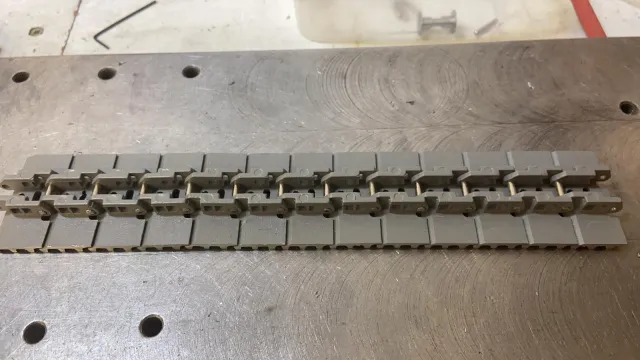
Das untere Feinsieb

Das obere Grobsieb
-
Ja, sind genau so groß (Länge und Durchmesser) wie die im Original, jedenfalls umgerechnet vom 1:50er Modell
-
Ja, auf den ersten Funktionstest sind wir auch schon gespannt. Ein Video gibt es dann natürlich.
Ich habe über Aliexpress Vibrationsmotoren für den Grundtrichter und das Vorsieb bestellt. Mit denen wollen wir mal testen ob die Vibration dann für beide ausreicht.
Aber zuerst muss der Rahmen mal angefangen werden, so dass wir den Grundtrichter aufsetzen können zum Funktionstest.
-
Hallo Leute,
heute stelle ich Euch den ersten Teil unseren Aufgabeeinheit vor. Der Grundtrichter wurde aus 2mm Stahlblech gelasert. Verschweißt wird er wieder mit dem Lampert Punktschweißgerät.
Der Grundtrichter hat eine Länge von 280mm, eine Gesamtbreite von 138mm (der Trichter an sich hat eine Breite von 90mm), eine Höhe von 100 mm und ein Gewicht von ca. 1,3kg. Im original hat der Grundtrichter eine Füllvolumen von 9,7 Kubikmetern.
Wie auch im Original kommen bei unserem Grundtrichter zwei Vibrationsmotoren zum Einsatz um diesen in Schwingung zu versetzen.
Da wir bis jetzt keine großen Erfahrungen in Bereich Federn hatten, habe ich einmal eine größere Auswahl an Druckfedern bestellt. Das zusammengestellte Federnsortiment hat einen Drahtdurchmesser von 0,8-1,25mm mit unterschiedlichen Längen sowie Federraten und sind an den Federenden geschliffen. Mit den verschiedenen Druckfedern werden wir dann etwas experimentiert um das beste Ergebnis zu erhalten. Dazu müssen wir aber als einer der nächsten Schritte an unseren Rahmen gehen, damit wir alles in Funktion testen können.











-
Servus Christian,
zuerst sind da viele Teile dabei, die gar nicht gelasert werden vom Lieferanten weil sie unter die Mindestgröße fallen und ja, die Laserteile sind so um einiges preiswerter wenn man Sie als Sheet lasern lässt. Du musst ja bedenken, dass pro Bauteil eine Händlingspauschale zugrunde gelegt wird und die wird bei einem Sheet nur einmal fällig.
-
Hallo Leute,
die ersten Laserteile sind nun auch endlich angekommen.
Auf den Bildern seht Ihr die beiden Seitenteile, die Sheets in unterschiedlichen Blechstärken und die Quadrahtrohre für die Laufwerksschiffe.
Jetzt müssen wir erst mal alles in Ruhe sichten, dann die Einzelteile aus den Sheets herauslösen und die Stege sowie die Grate verschleifen. Das wird alles etwas Zeit brauchen.
Klaus hat Euch mal die beiden Seitenteile aufgestellt um die Größe darzustellen. Der Rahmen hat so eine Länge von knappen 108cm und eine Breite von 14cm.







-
Hallo Leute,
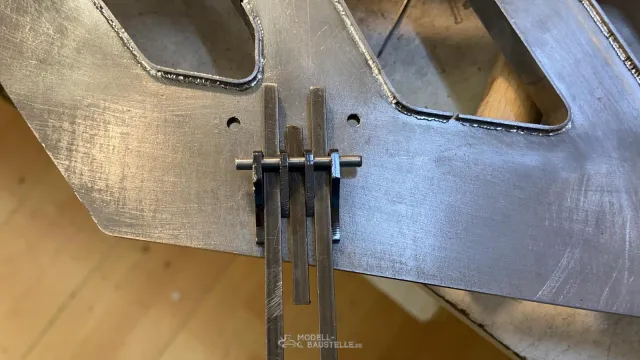
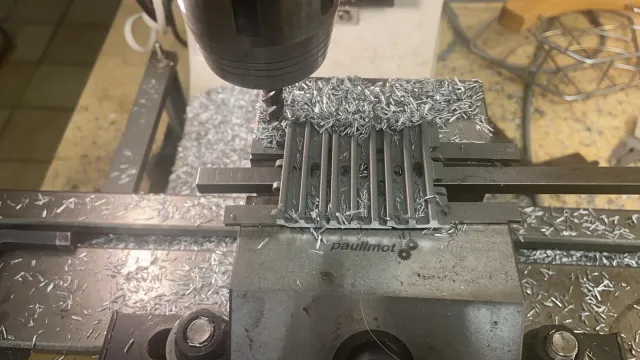
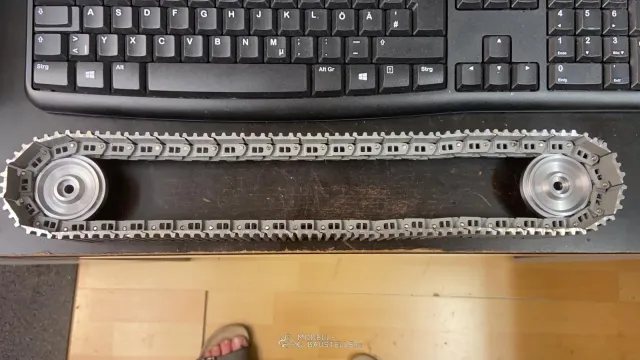
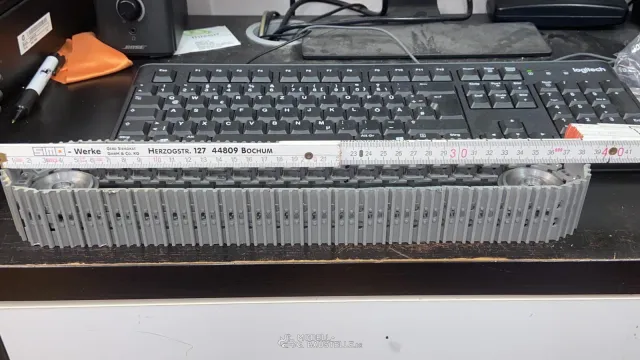
da unser Backenbrecher auch die passenden „Schuhe“ benötigt, habe ich Kettenglieder bei rcbrmin.com bestellt. Auf die Lieferung der Kettenglieder mussten wir 10 Tage warten, was völlig in Ordnung war. Auch kamen die Leitrollen und Leiträder für unser Kettenfahrwerk an, welche uns ein Freund auf seiner CNC Drehe hergestellt hat.
Da die bestellten Kettenglieder eine Breite von 50mm haben, mussten wir die Kette etwas kürzen und zwar auf 43mm was in etwa einer 600mm Kette im Original entspricht. Das einkürzen machte Klaus auf seiner Fräse. Zwischen die Stege der Ketten hat er ein passend gefrästes Flacheisen gespannt, so dass er die Kettenglieder richtig spannen konnte.
Für das Kettenfahrwerk brauchen wir pro Seite 45 Kettenglieder.
Aber lassen wir mal wieder ein paar Bilder sprechen:






-
Danke Daniel,
wie härtest du? Ich wollte die Excenterwelle schon gerne härten lassen und bin da gerade auch auf der Suche. Melde dich da mal bei mir.
-
Hallo Leute,
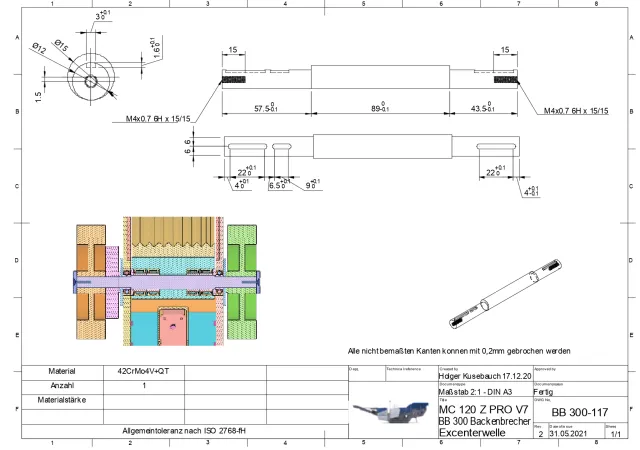
es geht mit den ersten Teilen los, der Excenterwelle.
Klaus hat mit einen guten Freund zusammen das Projekt Excenterwelle angegangen. Als Rohmaterial haben wir eine 15mm Welle, welche geschält und mit h6 aus 42CrMo4V+QT (Material 1.7225) ist, bestellt.
Zum spannen der Excenterwelle haben Sie eine Spannvorrichtung gedreht, so dass die Welle aussermittig im Backenfutter der Drehbank eingespannt werden kann. Als Verdrehsicherungen wurden auf jeder Seite zwei Madenschrauben eingesetzt. Damit durch die Madenschrauben die Excenterwelle an den 15mm Aussendurchmesser keine Druckstellen bekommt, wurden unter die Madenschrauben kleine Aluplättchen eingelassen welche den Druck sauber auf die Welle weitergeben. Diese Verdrehsicherung hat beim Drehen wunderbar geklappt.
Leider hat es bei der ersten Welle nicht zu 100% mit dem Maßen geklappt, was bedeutet, dass sich die zwei Aussendurchmesser nicht getroffen haben. Grund dafür war, dass der Exzenterversatz nämlich nicht proportional zum Mittenversatz der beiden Rotationskörper ist. Um bei einer 15er Welle einen entsprechenden Mittenversatz von 1.5mm fertigen zu können muss bei einem Dreibackenfutter eine Backe mit 2.14mm unterlegt werden. Hierfür gibt es im Internet Excel Tabellen. welche einen diese Werte vorgeben. Hat etwas gedauert bis wir das gefunden haben, aber nun passt die Welle ganz genau.
Aber lassen wir mal wieder Bilder sprechen
Hier mal die entsprechende Zeichnung und Screenshots aus dem CAD

Die Konstruktion bei Klaus seinem Freund von der Spannvorrichtung und von der Spannvorrichtung selbst



Die Aluplätchen zum Schutz der mittigen Excenterwelle vor den Madenschrauben

Der erste Versuch der leider nicht gepasst hat, wie immer als Lehrgeld abzustempeln


Der zweite Versuch, der ein perfektes Ergebnis brachte


