Ich habe eine Frage an alle Messing-Fetischisten. Ich habe versucht eine Schaufel komplett aus Messingblechen (1mm bis 2mm) zu hartlöten. Leider mit mäßigem Erfolg. Hier mal ein paar Bilder:
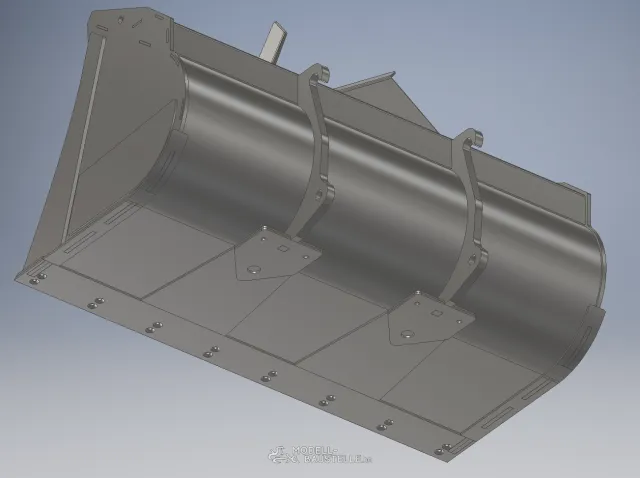
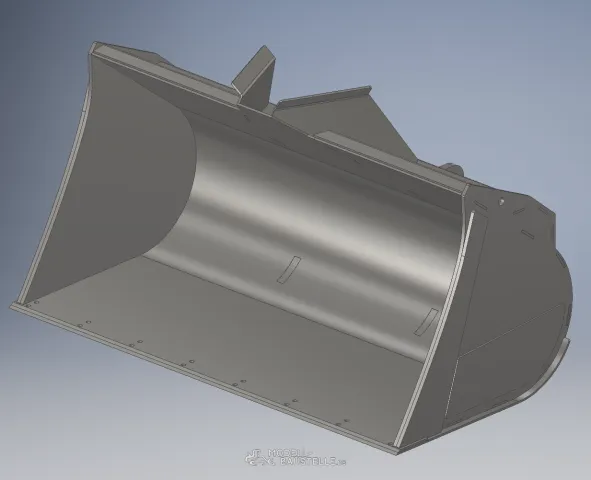
So soll es aussehen:
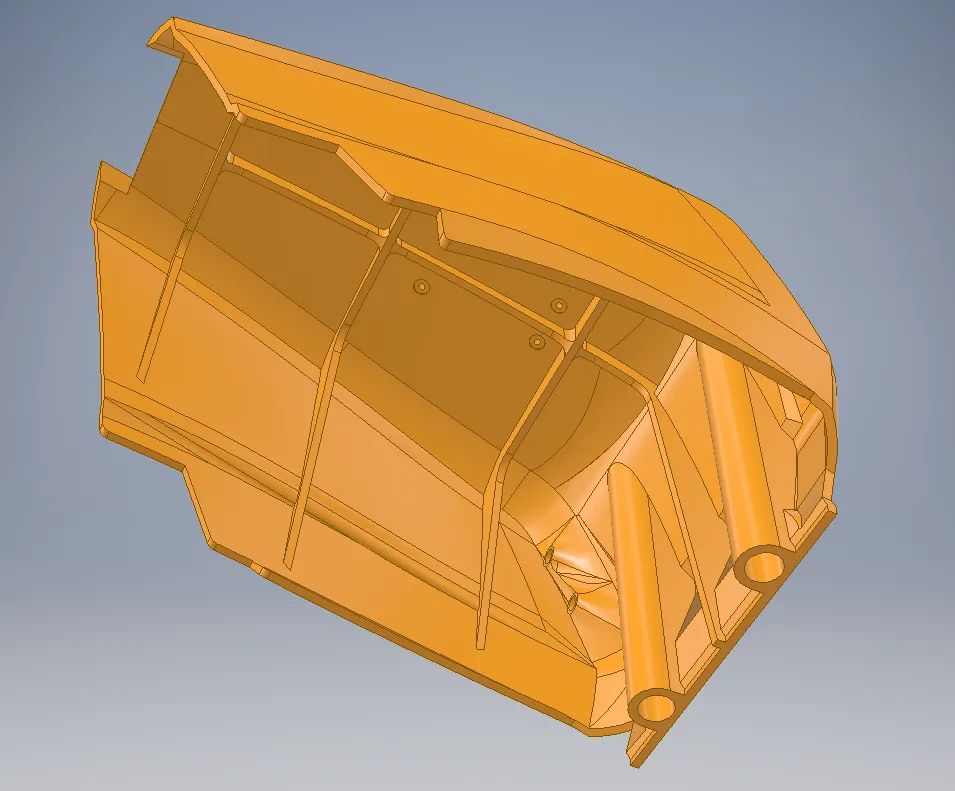
Das ist leider aktuell daraus geworden:


Der Verzug des Bodenbleches ist so extrem, dass ich es nicht mehr richten kann. Jetzt meine Frage: lässt sich der Verzug irgendwie vermindern? Es ist klar, dass es immer Verzug geben wird, aber vielleicht kennt ihr ja ein paar Tipps, die dem entgegenwirken.
Hier mal meine Gedanken dazu:
-Hilft es, wenn das Bauteil vorgewärmt wird, z.B. mit dem Heißluftföhn?
-Ändert die Löt-Reihenfolge etwas? Aktuell habe ich erst die Seiten, dann die unteren Verstärkungsbleche gelötet.
-Ich bin mir unsicher, ob Weichlöten die Kräfte aushalten würde, gerade im Bereich der Aufnahmen. Vielleicht nur diese Teile Hartlöten und den Rest Weichlöten?
Ich schätze der Verzug entsteht in erster Linie dadurch, dass mein kleiner Brenner (Rothenberger Roxy Kit Plus) zu lange braucht um dieses große Bauteil lokal zu erwärmen. Die enorme Fläche zieht merklich die Wärme von der Lötstelle weg, also muss ich da lange draufhalten bis das Lot schön fließt. Würde ein größerer Brenner da Abhilfe schaffen oder ist der Wärmeeintrag dabei gleich, bzw. führt das zu dem gleichen Verzug? Vielleicht liegt es aber auch generell an dem schmalen Verstärkungsblech an der Vorderkante, dass ja wohl eine andere Abkühlgeschwindigkeit hat als das große Bodenblech?
Bei kleinen Teilen funktioniert das Hartlöten hingegen super. Hier mal ein kleiner Vergleich: Ich benutze ein Hartlot mit 55% Silber bei einer Arbeitstemperatur von 650°C und dem passenden Flussmittel.

Das Gute ist, ich habe noch einen kompletten Blechsatz für eine weitere Schaufel hier. Einen Versuch habe ich also noch